Засл. деят. науки Рос. Федерации,
член-корр. Российской инженерной академии,
зав. кафедрой "Сварки" ПермГТУ, д.т.н. Р.А.Мусин
Николай Гаврилович Славянов родился 5 мая 1854 г. в селе Никольском Задонского уезда Воронежской губернии в семье обедневшего потомственного дворянина, штабс-капитана Гавриила Николаевича Славянова.
В 1872 г. Николай окончил с золотой медалью Воронежскую гимназию и поступил в Петербургский горный институт. В 1877 г. горный инженер Николай Славянов был направлен на Воткинский казенный горный завод, где был смотрителем механических фабрик.
В 1881 г. Славянова приказом из Петербурга перевели на Омутнинские заводы братьев Пастуховых. В 1883 г. он был направлен в распоряжение Главного начальника Уральских заводов в Мотовилиху г. Пермь. Вся дальнейшая деятельность Н.Г. Славянова неразрывно связана с Пермскими пушечными заводами.
На заводах в Мотовилихе Славянов занимал должности управителя орудийных и механических цехов, затем, с 1888 г. - помощника Горного начальника и, наконец, с июля 1891 г. - Горного начальника пермских заводов. С 28 мая по 28 сентября 1885 г. Н.Г. Славянов был командирован в Бельгию и Германию сроком на 4 месяца для ознакомления с производством заводов общества Кокериля и Круппа в Виттене на Руре и в Бохуме, а также для осмотра выставок - Всемирной в Антверпене и Электрической в Кенигсберге. Знакомство с мировыми достижениями в технике весьма способствовало успешной последующей работе Н.Г. Славянова и совершенным им изобретениям.
В середине 80-ых годов Славянов заинтересовался электротехникой и начал самостоятельно ее изучать. (В годы его учебы в Горном институте электротехники как предмета еще просто не существовало). Славянов разработал проект устройства электрической станции, сам сделал чертежи и расчеты и лично руководил строительными работами. Его познания в области прикладной электротехники были уже настолько обширны, что он самостоятельно конструировал различные электрические аппараты и машины. Начав с простейших электрических аппаратов, Славянов вскоре начал конструировать электрические генераторы и дуговые лампы с регуляторами для освещения заводских зданий. На основе построенной им динамо-машины на 300 А при напряжении 60 В была создана первая на заводе и в Перми электростанция, и с 1887 г. Пермские заводы одними из первых в России освещались электричеством.
Однако более всего Славянова интересовал совершенно новый тогда способ использования электрического тока - для целей промышленного нагрева. Построенная им электростанция и стала той технической базой, на которой он сделал свое главное изобретение жизни - «электрическую отливку металлов».
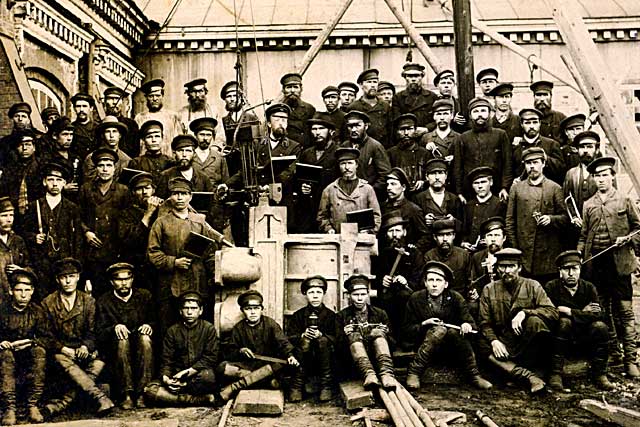
Созданный Н.Г. Славяновым способ сварки металлическим электродом, впервые был публично в присутствии государственной комиссии испытан при сварке коленчатого вала паровой машины 18 октября 1888 г. Эта дата считается днем рождения российской электросварки. На заводе был организован первый в мире сварочный цех (так называемая электролитейная фабрика с электрическим генератором) и с 1889 г. велась «Ведомость о работах, произведенных с помощью электрической отливки горного инженера Славянова в Пермских пушечных заводах». К ведомости обязательно прилагались акты о качестве выполненных работ после эксплуатации изделий. В течение первых 3,5 лет после разработки изобретения было произведено 1630 разнообразных работ, преимущественно ремонтного характера, изделий весом до 7 т. Одним из постоянных заказов был ремонт церковных колоколов с отколовшимися частями с сохранением индивидуального звучания. На рис. 1 представлен снимок того времени, где изобретатель сфотографирован с группой рабочих - первых обученных им сварщиков.
В 1891 г. Николай Славянов получил привилегии (патенты) на «Способ и аппараты для электрической отливки металлов» и на «Способ электрического уплотнения металлических отливок».
В 1892 г. Николай Славянов представил множество деталей, сваренных с помощью «электрической отливки» на IV Электрическую выставку Русского технического общества, проходившую в Петербурге.
Его способ отличался от ранее предложенного «электрогефеста» Н.Н. Бенардоса тем, что одним или обоими электродами служили стержни из самого материала, предназначенного для отливки. Электрическая дуга поддерживалась автоматически с помощью специального регулятора. Металл обрабатываемой вещи и отливаемый металл могли быть одинаковыми и различными. Отливаемым металлом служил металлический стержень, который вместе с тем составлял один из электродов электрической дуги. Н.Г. Славянов указывал: «Источником электричества может служить динамо-машина, без посредства аккумуляторов, но в таком случае она должна иметь несгораемый якорь и развивать силу тока не менее 200 А при напряжении не менее 50 В. Можно применить машину и более слабую или неподходящей конструкции, но тогда необходима батарея аккумуляторов». Созданная им динамо-машина и являлась первым в мире сварочным генератором.
Сварка по его методу производится под шлакообразующими покрытиями, изолирующими металл от воздействия воздуха и участвующими в металлургическом процессе. Для этого в сварочную ванну вводится битое стекло. Не ограничиваясь применением стекла, Славянов рекомендует также вводить в ванну расплавленного металла ферросплавы, в первую очередь ферромарганец, а в некоторых случаях также ферросилиций и феррохром для его металлургической обработки. Еще одним отличием было применение подогрева перед сваркой.
На выставке была представлена и вторая работа Славянова «Электрическое уплотнение металлических отливок», которая, по описанию, «заключается в расплавлении электрическим током верхних слоев отлитого металла, вследствие чего металл получается безпузыристый и без усадочной раковины».
Этим способом Славянову удалось получать стальные отливки в сотни килограммов (до 12 000 кг) с весьма малыми усадочными пустотами. Основные принципиальные положения теории электродугового подогрева прибылей слитков, разработанные Славяновым, нашли широкое практическое применение в начале нашего века при электродуговом подогреве для уменьшения прибыльной части стальных слитков - сначала во Франции (с 1914 г.), а затем в США, Германии, Швеции (к 1930-м г.г.).
Русское техническое общество на IV Электрической выставке в 1892 г. совершенно справедливо удостоило Славянова «за удачное применение вольтовой дуги к производству металлических отливок и последующей их обработке с целью изменения химического состава металла и улучшения его механических свойств» своей высшей награды - золотой медали и почетного диплома.
В 1890-1891 г.г. оба способа были запатентованы во Франции (№ 208604 от 2 октября и № 208605 от 9 октября 1890 г.), в Германии (№ 59892 от 11 октября и № 57417 от 10 октября 1890 г.), в Англии (№ 16279 и 16280 от 13 октября 1890 г.), в Австро-Венгрии и Бельгии, сделаны заявки в США, Швеции, Италии.
В 1893 году на Всемирной выставке в Чикаго в числе русских экспонатов были представлены оба изобретения Н.Г. Славянова, но одинаковую для всех награжденных - бронзовую медаль и почетный диплом - он получил за изобретение оригинального и эффективного процесса сварки.
Среди экспонатов, представленных Н.Г. Славяновым на выставку, был знаменитый ныне, так называемый «стакан Славянова», который наглядно демонстрировал широкие возможности электроотливки. Деталь, полученная последовательной наплавкой слоев из 8 разнородных материалов: колокольной бронзы, томпака, никеля, стали, чугуна, меди, нейзильбера и бронзы - была обработана в виде двенадцатигранной призмы с отверстием внутри. Таких стаканов было изготовлено два. Один из них ныне находится в Политехническом музее в Москве, второй экспонируется в Пермском областном краеведческом музее.
На основе опыта сварки колоколов в 1893 г. Славянов предложил детальный ремонт московского Царь-колокола, находящегося в Кремле и, по-видимому, справился бы с этой работой. Но в прессе началась полемика: нужно это делать или нет. Возобладала вторая точка зрения, и Царь-колокол остался на месте.
В 1891 г. Н.Г. Славяновым была издана первая книга с кратким изложением сущности его изобретения «Электрическая отливка металлов горного инженера Николая Славянова». Книга была напечатана на русском (1500 экз.), английском, французском и немецком языках. Вдохновленный успехом книги в 1892 г. Н.Г. Славянов издает свой основной печатный труд «Электрическая отливка металлов. Руководство к установке и практическому применению ее», который бесспорно и по праву признается первой монографией по дуговой сварке металлов.
За 1892-1894 г.г. Н.Г. Славяновым была построена вторая электростанция с динамо-машиной на 1000 А и напряжением тока 100 В с паровым двигателем в 150 л.с. Появилась возможность осветить электричеством все фабрики и жилые постройки завода и производить металлургические работы по сварке, уплотнению слитков, литью металлов и разные другие применения в области электротехники.
Умер Николай Гаврилович 5 октября 1897 г. в возрасте 43 лет, проработав на Мотовилихинских заводах в Перми почти 15 лет. Жизнь Н.Г. Славянова оборвалась внезапно, в расцвете творческой деятельности.
Оценивая сегодня наследие Н.Г. Славянова, мы видим, как значительно опередили свое время идеи и методы, разработанные им. Безвременная смерть Н.Г. Славянова прервала блестяще начатые им работы по внедрению сварки не только на Пермских заводах, но и на других промышленных предприятиях России. После его кончины объем электросварочных работ в России сильно сократился. Это в полной мере относится и к Мотовилихинским заводам. Стремясь удешевить, ускорить и расширить области применения его метод был значительно упрощен, сварку стали вести голыми электродами без флюса, металлургической обработки ванны и без предварительного подогрева, что не замедлило сказаться на качестве сварки и постепенном прекращении ее применения. Возрождение его идей в России началось лишь через 30 лет. Именно предложенные Н.Г. Славяновым методы позволили создать современные высокопроизводительные способы промышленной автоматической дуговой сварки. «Будучи металлургом по специальности, - писал академик Б.Е. Патон, - Н.Г. Славянов разработал основы металлургических процессов, которые происходят при сварке. Он внес в методы электросварки много усовершенствований и по праву считается основоположником современной металлургии сварки».
Дальнейшее развитие идей и работ Н.Г. Славянова на родине российской электросварки целесообразно проследить на примере Мотовилихинских заводов и АО «Пермские моторы». Сварщики, ученики Н.Г. Славянова, продолжали выполнять ремонтные работы (восстановление колоколов, гребных винтов пароходов, изношенных цапф прокатных валков, заварка дефектов литья) и после его кончины. Были попытки расширить применение сварки, в частности, проводились опыты по сварке под водой. В 20-х годах на заводе были организованы первые рабочие места по газовой резке и сварке металлов, сварочные электроды стали покрываться раствором мела, но каждый сварщик готовил такие электроды для себя сам. Эти электроды обеспечивали sВ = 30 ... 34 кг/мм2 при ударной вязкости ан = 2 кгм/см2. В начале 30-х годов было налажено централизованное изготовление меловых электродов для постоянного и переменного тока.
В 1930 г. на Мотовилихинском заводе был организован крупный по тому времени котельно-сварочный цех.
Первой большой сварочной работой было изготовление 30-метровой трубы для котельной морского авиационно-технического училища, что послужило началом выполнения других крупных работ: постройка цельносварного катера «Осводовец», сварка цистерны для горючего емкостью 20 т, изготовление сварного водопровода диаметром 600-700 мм, сварных конструкций при постройке парохода «Серго Орджоникидзе» и др.
В 1933 г. было создано техническое бюро по сварке в составе 10 человек, входившего в состав Технического отдела Мотовилихинских заводов. Первым его начальником был А.В. Соколов.
В 1939 г. было освоено производство и применение толстопокрытых электродов УОНИ-13/55, обеспечивающих высокое качество сварного шва: sВ = 50 -60 кг/мм2 и ан = 20 кгм/см2.
Это обеспечило коренной поворот в отношении к сварным конструкциям. Скептицизм и недоверие к возможностям сварки стали исчезать и производство сварных конструкций стало быстро расти. Был организован новый сварочный цех № 38.
В 1942 г. завод одним из первых освоил электродуговую наплавку режущего инструмента, что позволило экономить до 60 % дорогой быстрорежущей стали.
В 1944 г. завод освоил автоматическую сварку под слоем флюса, внедрение которой было осуществлено под руководством зам. начальника цеха № 38 Н.А. Ольшанского и начальника сварочного бюро Гончаренко при участии сотрудника ИЭС им. Е.О. Патона Г.З. Волошкевича.
В 1945 г. на заводе была учреждена должность помощника главного технолога по сварке. С 1945 по 1948 г. эту должность занимал Н.А. Ольшанский, впоследствии известный советский ученый, доктор технических наук. После него на этом посту были: Монзин (1948-1955 г.г.), Б.Д. Новинштейн (1955-1976 г.г.), Г.Л. Губин - с 1976 г..
В послевоенные годы началось широкое применение механизированных способов сварки, освоение новых материалов, сварка цветных металлов и их сплавов. Была освоена сварка винипластовых травильных ванн, что позволило заменить дефицитные ванны из свинца. Внедрена в производство ручная и автоматическая аргонодуговая сварка неплавящимся электродом черных и цветных металлов, освоено оборудование и технология точечной контактной сварки цветных металлов и нержавеющих сталей. В 1960 г. начались работы по механизированной сварке сталей в среде углекислого газа, в 1964 г. на заводе впервые в стране освоена конвейерная механизированная сварка буровых долот в среде СО2. В 1967 г. на заводе работало уже свыше 100 установок для автоматической и механизированной сварки и наплавки. В 1968 г. на заводе создана Сварочная лаборатория, в 1976 г - Отдел Главного сварщика.
Много славных имен сварщиков и специалистов сварочного производства вписано в историю Мотовилихи. Среди них и такие впоследствии известные советские ученые, как Г.Д. Никифоров, который начал свою трудовую деятельность на заводе в военные годы; В.С. Седых, пришедший на завод в начале 50-х годов молодым специалистом. «Школу Славянова» прошли на Мотовилихе и некоторые преподаватели кафедры сварки ПГТУ, такие как Лазарсон Э.В., Бажин С.Н., Битинская Л.Н. Ряд работ выполнил для этого завода и профессор Язовских В.М.
В настоящее время на Мотовилихинских заводах освоены такие прогрессивные технологические процессы сварки и резки как автоматическая аргонодуговая спиральношовная сварка тонкостенных труб из холоднокатанной рулонной стали, газотермическое напыление, плазменная резка листового проката с применением программного оборудования, механизированная сварка алюминиевых сплавов, контактная шовная сварка нержавеющих сталей, внедрены сборочно-сварочные комплексы и установки для сварки в смесях газов сварных швов телескопических стрел автокранов фирмы JGM (Австрия), комплекс лазерной резки фирмы «Трумпф» (ФРГ), сварочные полуавтоматы с инверторными источниками питания фирмы «Фрониус» и др.
Другим флагманом развития сварки на Западном Урале по праву считается ОАО «Пермские Моторы». В 1939 году, с началом выпуска поршневых авиадвигателей, на предприятии организуется первый участок сварки, и к началу Великой Отечественной войны предприятие было обеспечено необходимым оборудованием и технологией для производства сварочных работ.
Большая заслуга в этом принадлежала молодым в то время инженерам-сварщикам Волонцевичу И. Д., Лучихину А.А., Талызину Н.Я., до конца своих дней проработавших на предприятии. Благодаря их усилиям и таланту, в лучших Славяновских традициях, сварочное производство было поставлено на надежную техническую основу, и в тяжелые годы войны оперативно решались все вопросы по сварке и пайке необходимой для фронта продукции.
Послевоенный период на предприятии характеризуется бурным ростом сварочного производства, что было вызвано необходимостью освоения новых поколений авиационных двигателей и ракетной техники.
В 1952 году на заводе организуется лаборатория сварки, возглавлять которую поручено И.Д. Волонцевичу. Широкое распространение при производстве газотурбинных двигателей находит аргонодуговая сварка, контактная сварка, различные виды пайки.
Лаборатория сварки пополняется молодыми специалистами, в дальнейшем отдавшими лучшие годы своей жизни развитию сварочного производства. Особое место среди них заняли талантливые инженеры: Страфун Г.А. и Малюков А.Ф., в дальнейшем первый организатор и заведующий кафедрой «Сварочного производства» Пермского политехнического института.
В то время были решены сложные технические проблемы. К таким проблемам можно отнести контактную сварку закаливающихся сталей. Инженер Малюков А.Ф. после проведения большой серии опытных работ разработал технологию точечной сварки с электротермической обработкой дополнительными импульсами. Работа была отмечена премией на всесоюзном конкурсе. Вопрос по качеству контактной сварки закаливающихся сталей был снят.
В начале 60-х годов на предприятии появляется совершенно новый по тем временам способ сварки - сварка электронным лучом. Со сложнейшим оборудованием: вакуумными системами, электронными пушками, источниками высокого напряжения пришлось столкнуться впервые. Молодые специалисты Войцеховский В.И. и Коньков Н.М., не считаясь с личным временем, успешно освоили это сложное оборудование.
В связи с возросшим объемом работ по сварке, пайке, напылению, необходимостью совершенствования технологических процессов, в 1967 году на заводе организуется Отдел Главного сварщика.
Первым Главным сварщиком, руководителем отдела был назначен В.А. Исаченко, который впоследствии занимал ряд крупных руководящих должностей, стал доктором технических наук, руководителем НИИТМ, а в конце 90-х годов вернулся на предприятие в качестве Генерального директора.
В 1969 году, в связи с назначением Исаченко В.А. главным технологом, отдел Главного сварщика возглавил А.Н. Аржакин. С созданием ОГС начался период интенсивного технического перевооружения сварочного производства. Усложнялись конструкции изделий и, соответственно, сварочные процессы. Все разработки отдела главного сварщика были поставлены на высокий научно-технический уровень.
В этот период укрепляются связи и тесные контакты с ведущими научно-исследовательскими институтами страны: НИАТ, ВИАМ, НИИТМ, ВНИЧЭСО, ИЭС им. Е.О. Патона. Устанавливается сотрудничество с Ржевским производственным объединением «Электромеханика» и ленинградским заводом «Электрик» - главным «поставщиком» сварочного оборудования.
С каждым годом увеличивался объем сварочных работ. Сварке, пайке, напылению подвергаются детали из более 80-ти наименований сталей и сплавов. В сварочном производстве освоено и внедрено оборудование и техпроцессы для 28 способов сварки, пайки, напыления. В основных цехах предприятия установлено более 350 единиц сварочного оборудования, в том числе для прогрессивных механизированных способов обработки более 250 единиц.
Интенсивно в 80-90-е годы развивались процессы газотермического напыления. Создано 3 специализированных участка газотермического напыления, на которых используется 27 установок, разработанных и изготовленных на предприятии. Номенклатура напыляемых деталей превышает 300 наименований. Напыление производится плазменным, газопламенным, электродуговым, детонационным и ионно-плазменным способами. В производство внедрены установки МАП-1 для напыления методом вакуумно-плазменной технологии высоких энергий жаростойких покрытий на лопатки турбины.
Достижения в области газотермического напыления обусловлены самоотверженной работой инженеров: Латынина Н.И., Радощекина А.П., Хорошенина А.И., Шарыпова А.З.
По уровню разработок и развитию сварочного производства «Пермский моторный завод» признан ведущим в авиадвигателестроении.
Особо необходимо отметить работы инженера Колосова В.И. в области контактной сварки. Он один из первых в отрасли, совместно с ВНИЭСО разработал и внедрил в производство регуляторы цикла контактной сварки на логических элементах и контактные машины нового поколения, работающие на выпрямленном токе. Это позволило решить сложнейшие проблемы по сварке жаропрочных сталей и сплавов.
И сегодня «Пермский моторный завод» не отстает в развитии сварочного производства от родственных предприятий не только в России, но и в межгосударственной ориентации. Только за последние годы предприятие оснащено источниками питания международного уровня типа «Фрониус» (Австрия), разработана и приобретена установка «АДУ-Обь» последнего поколения для детонационного напыления, заканчивается совместная с Ржевским производственным объединением разработка нового поколения электронно-лучевых установок типа ЭЛУ-ПМ, ведутся переговоры и технические обоснования приобретения робото-технологического комплекса для плазменного напыления фирмы «Зульцер Метко», приобретаются новые установки для вакуумно-плазменного напыления высоких энергий, для плазменной сварки и т.д.
Установлен теснейший контакт с кафедрой Сварки ПГТУ. С высокой эффективностью проводятся совместные работы с учеными кафедры по разработке современных методов электронно-лучевой, плазменной, автоматической сварки, по внедрению автоматизированных систем управления и регистрации параметров процессов сварки и напыления.
Ныне в Перми основные научно-исследовательские работы по разработке новых сварочных процессов, оборудования и средств автоматизации выполняются на кафедре Сварочного производства и технологии конструкционных материалов. Кафедра сварки была создана в Пермском политехническом институте (ныне Пермский государственный технический университет) в 1962 г. и с тех пор подготовила более 2000 инженеров-механиков по сварочному производству. Многие выпускники кафедры защитили кандидатские и докторские диссертации. Из 18 штатных преподавателей 7 человек имеют степень доктора технических наук, 10 - кандидата. Основные научные направления кафедры связаны с разработкой и развитием специальных способов сварки: диффузионной, электронно-лучевой, плазменной, а также автоматизацией сварочных процессов и разработкой экспресс-методик оценки качества сварных соединений.
Работы по диффузионной сварке в вакууме (ДСВ) металлов, сплавов и неметаллических материалов ведутся под руководством Р.А. Мусина. Разработаны основы ДСВ жаропрочных, в т.ч. и литейных никелевых сплавов, сплавов на основе титана и некоторых тугоплавких металлов, изучены физико-химические аспекты формирования неразъемных соединений металлов с керамическими материалами, такими как конструкционные и функциональные керамические материалы, ситаллы, техническое стекло. Показано, что роль активных центров взаимодействия выполняют области сильно возбужденного состояния вещества, что создает благоприятные условия для кристаллографической подстройки металла к решетке тугоплавкого неметаллического кристалла. Разработана дислокационная модель образования активных центров атом-вакансионной природы, предложены технологические приемы интенсификации образования таких центров.
Проводятся исследования по совершенствованию и расширению возможностей контактной точечной сварки (КТС) на основе управления деформационным процессом по способу, предложенному пермским инженером В.И. Колосовым. Анализ результатов КТС с изменением усилия сжатия в период действия импульса тока показывает, что применение такой схемы управления деформациями наиболее эффективно влияет на увеличение диаметра литого ядра при сварке на мягких режимах и расширяет технологические возможности КТС, что наглядно видно, в частности, на макрошлифах разнотолщинных и многослойных соединений (рис.3).
Исследования автоколебательных процессов при электронно-лучевой сварке различных сталей и сплавов проводятся под руководством д.т.н. Язовских В.М. и д.т.н. Беленького В.Я. Ими показано, что плазма, образующаяся в зоне сварки, служит источником заряженных частиц, параметры которых несут информацию о процессе взаимодействия электронного пучка с металлом. Являясь потенциальной ловушкой для медленных электронов, покидающих область соударения электронного пучка с металлом, плазма обеспечивает прохождение значительного по величине тока, направленного от свариваемого металла к близлежащим участкам технологической вакуумной камеры или к установленному над зоной сварки коллектору заряженных частиц. Регистрация тока коллектора производится с помощью специальной информационно-измерительной системы, созданной на базе портативного компьютера.
При сварке с глубоким проплавлением наблюдаются колебания тока коллектора в широком диапазоне частот. Установлена зависимость параметров регистрируемых колебаний от пространственно-энергетических характеристик электронного пучка. Показано, что между параметрами автоколебательных процессов и геометрией сварного шва существует корреляционная зависимость. Исследовано влияние осцилляции и модуляции электронного пучка на параметры автоколебательных процессов.
На основе проведенных исследований разработаны методы контроля и управления формированием сварного шва. Созданы и внедрены на нескольких предприятиях специальные приборы «Спектр» и «Траектория». В настоящее время завершается разработка третьего поколения этих приборов.
Работы по исследованию и разработке новых технологий и оборудования плазменной обработки цветных металлов и сложнолегированных сплавов с использованием форсированных режимов выполняются под руководством д.т.н. Щицина Ю.
Изучены условия взаимодействия газовых потоков многокамерных плазмотронов с целью управления характеристиками сжатой дуги на выходе из плазмотрона. Детально исследовано влияние технологических параметров и конструктивных особенностей плазмотронов на тепловой баланс сжатых дуг. На этой основе разработан ряд плазмотронов различного целевого назначения для работы на прямой и обратной полярности, имеющих высокую надежность и широкий диапазон регулирования параметров.
Разработаны автоматическая плазменная сварка проникающей дугой цветных металлов и сплавов повышенной толщины, например алюминиевых сплавов до 16мм, легированных сталей и титановых сплавов до 20 мм; плазменная сварка плавящимся электродом в различных вариантах; плазменная наплавка и металлизация; плазменная пайка; новые разновидности плазменной резки на обратной полярности и др.
Разработанные технологии позволяют в 2-3 раза повысить производительность процесса сварки, существенно снизить затраты на механическую обработку по подготовке стыков под сварку и обработку швов после сварки, снизить расход сварочных материалов, повысить качество сварных швов.
Результаты работ с успехом экспонировались на крупнейших республиканских и международных выставках в Москве, Вашингтоне, Берлине, Санкт-Петербурге, Перми, Харькове, и др. Экспонат «Универсальный блок плазменной сварки» отмечен золотой медалью «Лауреат ВВЦ г.Москва 1997г., золотой медалью «Международный салон промышленной собственности «Архимед–2003».
Одним из направлений научно-исследовательской работы кафедры в последние годы стало совершенствование методик оценки сварочно-технологических свойств электродов на основе термодинамического, кинетического и фрактального моделирования структуры для создания сварочных материалов с повышенным комплексом свойств. Работы в этом направлении возглавляют профессор Язовских В.М. и доцент Кривоносова Е.А..
Разработана термодинамическая модель для оценки фазового состояния многокомпонентного сварного шва в зависимости от состава и температуры. Кинетическая модель процессов формообразования позволила установить температурные и скоростные границы образования неметаллических включений, выявила возможность модифицирования структуры сварного шва мелкодисперсными частицами карбидов, нитридов и карбонитридов.
Впервые в металловедении сварки применен метод фрактального анализа структур сварных швов, позволяющий установить фрактальную размерность, как количественный показатель фрагментарности, скрытой периодичности и степени гомогенности наиболее характерных структурных типов: феррито-перлитной, видманштеттовой структуры, сорбита.
Созданная экспресс-методика оценки хладостойкости по температурному коэффициенту твердости позволила оценить критическую температуру хрупкости металла сварного шва. Разрабатывается экспресс-методика определения предела усталости и коэффициента интенсивности напряжений. Для оценки стабильности горения дуги разработана методика, основанная на измерении амплитуды переменной составляющей сварочного тока.
Результаты исследований позволили авторам, совместно с Уральским институтом сварки, разработать и успешно внедрить ряд новых марок электродных покрытий серии ЭЛУР. Разработанные модели и методики оценки комплекса сварочно-технологических свойств и получили положительную оценку в Уральском представительстве Шведского концерна ESAB.
Совершенствованию подготовки инженерных кадров и развитию научных исследований способствует сотрудничество кафедры «Сварочное производство и ТКМ» ПГТУ с Институтом сварки и лучевой технологии Магдебургского университета им. Отто-фон-Герике. Сотрудничество началось в 1995 г., когда 18 студентов-сварщиков ПГТУ были приглашены в Магдебург для прохождения месячной учебной практики в лабораториях Института и на промышленных предприятиях г. Магдебурга. 2 выпускника ПГТУ прошли 10-месячную стажировку в Германии, двое проходят обучение в аспирантуре, осуществляется совместное руководство аспирантами со стороны ведущих ученых кафедры сварки ПГТУ и Магдебургского университета, публикуются совместные научно-технические работы, представляются на научно-технические конференции совместные доклады.
Регулярно проводятся встречи российских и немецких ученых. Неоднократно приезжали в Пермь руководитель Института сварки профессор Хорст Херольд, профессор Ирмхильд Мартинек. В Магдебурге были с визитами профессора Р. Мусин, В. Беленький, Ю. Щицын, доцент Т. Мочалова.
В 2001 г. за существенный вклад в совершенствование подготовки инженеров-сварщиков в ПГТУ д.т.н. Х. Херольд был избран Ученым советом ПГТУ почетным профессором Пермского государственного технического университета, профессор Р. Мусин является почетным членом немецкого союза сварщиков.
В настоящее время кафедра Сварки ПГТУ перешла на многоступенчатую систему подготовки специалистов по схемам бакалавр-магистр и бакалавр-дипломированный инженер, что открывает новые возможности для совместной подготовки кадров. Такие планы сейчас прорабатываются.
Вклад Н.Г. Славянова в развитие науки и техники был высоко оценен в Советском Союзе. Решения Советского правительства об увековечении его памяти были приняты в 1948 и 1954 г.г.
28 ноября 1948 г. прах Н.Г. Славянова был торжественно перенесен на новое место погребения в сквер возле Пермского механического техникума. В митинге по увековечению памяти изобретателя электросварки приняли участие делегации Академии наук СССР, Сварочного общества, крупнейших уральских предприятий и вузов.
В 1954 г. - в год 100-летия со дня рождения Н.Г. Славянова - в Перми был установлен его бронзовый бюст, мемориальные доски на двух домах, где он жил, его именем названа улица в Мотовилихинском районе, несколько позднее его имя присвоено механическому техникуму и одному из пароходов Камского речного пароходства.
В 1988 г. в дни празднования 100-летия изобретения сварки плавящимся электродом в Перми был торжественно открыт Дом-музей Н.Г. Славянова, ставший затем филиалом областного краеведческого музея, был открыт бронзовый памятник горному инженеру Н.Г. Славянову (рис. 2), изданы его труды.
В 2004 г., в честь 150-летия со дня рождения выдающегося изобретателя и ученого в Перми 17-20 мая пройдет Всероссийская с международным участием научно-техническая конференция «Сварка-2004» и будут проведены другие юбилейные мероприятия, в частности, выставка сварочного оборудования, материалов, технологий, конкурс профессионального мастерства на звание лучшего электросварщика Мотовилихинских заводов и лучшего электросварщика Западно-Уральского региона, готовится переименование одной из центральных площадей г. Перми в площадь им. Н.Г. Славянова, пройдут тематические выставки в областной публичной библиотеке и Культурно-деловом центре с демонстрацией фондов областного архива, готовится выпуск памятной медали, значка и почтового конверта, посвященных юбилею, будет обновлена экспозиция в Доме-музее Н.Г. Славянова, организованы экскурсионные маршруты по местам, связанным с деятельностью Славянова, готовится цикл передач на пермском радио и телевидении, будет организован митинг и торжественное заседание общественности г. Перми во Дворце культуры Мотовилихинских заводов.
ЛИТЕРАТУРА
2. Архив АН СССР, ф. 585, д. 23, л. 6.
3. Электрическая отливка металлов: Руководство к установке и практическому применению ее. - С-Пб., 1892. - 52 с., 1 л. черт.
4. Славянов Н.Г. Электрическая отливка металлов. - М.: Машгиз, 1954.
5. Патон Б.Е. Современное состояние автоматической сварки под флюсом - итог развития идей Н.Г. Славянова: Сб. докладов научно-технической конференции сварщиков, посвященной 100-летию со дня рождения Н.Г. Славянова. - Киев: Машгиз, 1955. - С. 18.
6. Мусин Р.А., Анциферов В.Н., Квасницкий В.Ф. Диффузионная сварка жаропрочных сплавов. М.: металлургия, 1979. - 208 с.
7. Мусин Р.А., Конюшков Г.В. Соединение металлов с керамическими материалами. М.: Машиностроение, 1991. - 224 с.
8. Колосов В.И., Мусин Р.А., Садилов А.И. Совершенствование технологии контактной точечной сварки // Вестник ПГТУ. Сварка. - Пермь: ПГТУ, 2002. - С. 200-210.
9. Славянов Н.Г. Труды и изобретения. - Пермь: Кн. Из-во, 1988. -296 с.
Подрисуночные подписи
Рис. 1. Н.Г. Славянов и первые сварщики России
Рис. 2. Бронзовый памятник Н.Г. Славянову в Перми
Рис. 3. Макрошлифы многослойных соединений листов:
а - из титановых сплавов ОТ4 и ВТ6;
б - пакет из 14 листов сплава ОТ4;
в - листов разной толщины из стали 12Х18Н10Т;
г - пакет из 24 листов стали 12Х18Н10Т толщиной 0,2 и 0,5 мм;
{kind=link}
{kind=link}
{kind=link}